
When operating a Ready-to-Eat (RTE) food processing facility, the internal packaging room is your most critical battlefield. In this high-care zone, cooked and processed foods like deli meats, fresh salads, and prepared meals are completely exposed to the environment before being sealed. In this scenario, installing a food-grade cleanroom rapid door is not just an operational upgrade; it is a critical defense mechanism against deadly contamination.
Every second a traditional door remains open in an RTE packaging room, you risk allowing airborne pathogens, such as Listeria and Salmonella, to infiltrate your sterile environment. This guide will explore five proven ways a food-grade cleanroom rapid door directly addresses the unique pain points of high-hygiene food packaging areas, ensuring you maintain compliance, protect your brand, and prevent catastrophic product recalls.
Contents
- 1 1. Instant Sealing to Protect Positive Pressure Environments
- 2 2. Thriving Under Strict Washdown Protocols and Harsh Chemicals
- 3 3. Eliminating Cross-Contamination with Touchless Airlock Systems
- 4 4. Guaranteeing Continuous FDA, USDA, and BRCGS Audit Compliance
- 5 5. Preventing Temperature Fluctuations that Accelerate Spoilage
- 6 Why Standard Industrial Doors Fail in RTE Packaging Environments
- 7 Conclusion: Securing Your High-Care Food Processing Zones
- 8 Frequently Asked Questions About RTE Packaging Room Doors
- 8.1 Q1: Can a food-grade cleanroom rapid door withstand daily high-pressure chemical washdowns?
- 8.2 Q2: Why should we install a high-speed door instead of simple PVC strip curtains in our high-care packaging zone?
- 8.3 Q3: Are the curtain materials used in these doors safe for direct proximity to exposed food?
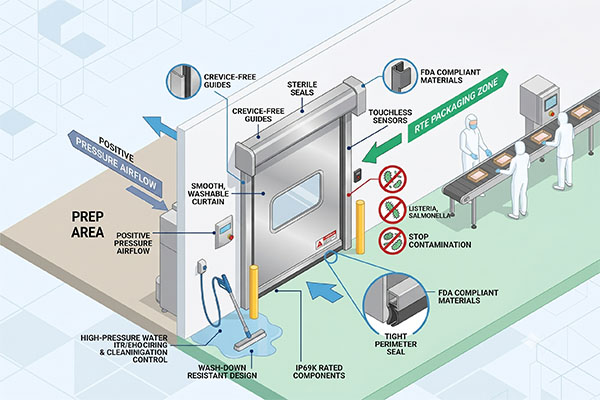
1. Instant Sealing to Protect Positive Pressure Environments
In high-risk food zones, maintaining positive air pressure is a non-negotiable GMP standard. Positive pressure ensures that when a door opens, clean, filtered air pushes outward, preventing unfiltered, potentially contaminated air from the raw processing areas from rushing into the packaging room.
However, positive pressure systems are only as effective as the doors that seal them. Standard commercial doors or slow-moving overhead doors take too long to close, causing significant pressure drops and massive air exchange.
This is where a food-grade cleanroom rapid door becomes essential. Operating at speeds exceeding 2.0 meters per second, these high-speed doors for RTE food packaging minimize the time the threshold is exposed. By instantly snapping shut and utilizing specialized perimeter sealing systems—often featuring deep side guides and tightly fitted bottom gaskets—they drastically reduce air leakage. This rapid cycle ensures your HVAC and HEPA filtration systems do not overwork, maintaining the crucial positive pressure required to keep airborne pathogens away from your exposed food products.
2. Thriving Under Strict Washdown Protocols and Harsh Chemicals
The cleaning regimen in an RTE internal packaging room is arguably the most brutal environment for any piece of equipment. To eliminate the risk of bacterial biofilm formation, hygiene teams use high-pressure, high-temperature water mixed with aggressive caustic chemicals and sanitizers. Standard industrial doors simply cannot survive this. They feature exposed hinges, deep crevices, and standard steel components that quickly corrode, creating a breeding ground for bacteria.
A purpose-built food-grade cleanroom rapid door is engineered specifically for these strict washdown protocols. To solve the pain point of rust and bacteria accumulation, these washdown rapid doors for food processing are manufactured using 304 or 316L stainless steel. Furthermore, the design inherently rejects water.
Key hygienic design features for the packaging room include:
- Sloped Hoods and Covers: Designed so that water and chemical runoff slide right off, preventing pooling where bacteria could multiply.
- Crevice-Free Construction: Eliminating exposed fasteners, seams, and deep tracks where Listeria loves to hide.
- FDA Compliant Curtains: The door fabric is entirely smooth, non-porous, and resistant to strong cleaning agents, ensuring that washdown routines are 100% effective every single day.
When your sanitation crew blasts the hygienic high-speed doors for positive pressure rooms with hot foam and water, the door remains totally intact, protecting your high-care area without degrading over time.
3. Eliminating Cross-Contamination with Touchless Airlock Systems
Personnel and material movement represent the highest risk factor for cross-contamination in the food processing industry. When workers push carts of RTE meals from a medium-risk cooling zone into the high-risk packaging zone, the physical interaction with door handles or buttons can easily transfer bacteria.
To eradicate this risk, a food-grade cleanroom rapid door is frequently integrated into a sophisticated airlock system (also known as a hygienic vestibule). In this specific RTE packaging setup, two doors are installed in sequence. The interlocking software guarantees that the second door entering the high-care zone cannot open until the first door has completely closed and sealed.
Furthermore, these FDA compliant cleanroom roll up doors utilize advanced touchless activation sensors. Motion detectors, radar sensors, or cleanroom-grade magic-switch buttons allow staff and forklifts to pass through without ever physically touching a surface. By completely removing the need for physical contact and enforcing a strict airlock protocol, the rapid door system physically breaks the chain of cross-contamination before the product is safely packed.
4. Guaranteeing Continuous FDA, USDA, and BRCGS Audit Compliance
Failing a hygiene audit in the food processing industry can result in halted production, massive fines, and severe damage to your company’s reputation. Auditors from the FDA, USDA, and global bodies like BRCGS pay extreme attention to the barriers separating raw zones from ready-to-eat packaging zones. They look for physical signs of wear, inadequate sealing, and improper materials that could compromise food safety.
Investing in a food-grade cleanroom rapid door provides immediate peace of mind during surprise inspections. Because these doors are specifically designed to meet stringent food safety regulations, they act as a visual and functional testament to your facility’s commitment to hygiene.
Auditors favor stainless steel rapid doors for high-care zones because they eliminate the guesswork of sanitation. The non-toxic, FDA-approved PVC or PU door curtains do not off-gas or shed micro-plastics into the food stream. Furthermore, the tight seal and smooth finish demonstrate to inspectors that your facility proactively controls its micro-environment. You no longer have to worry about an inspector finding rust on a door track or noting a temperature fluctuation caused by a slow door—the rapid door solves these compliance pain points automatically.
5. Preventing Temperature Fluctuations that Accelerate Spoilage
In many RTE food packaging scenarios, such as the processing of fresh salads, dairy products, or cold-cut meats, the packaging room must be kept at a strictly controlled chilled temperature to prevent rapid bacterial multiplication. Even a slight increase in ambient temperature can reduce the shelf life of the final product and increase the risk of microbial growth.
Traffic between the chilled packaging room and warmer ambient corridors is constant. Every time a pallet of packaging material is brought in, cold air escapes, and warm air enters. A food-grade cleanroom rapid door effectively acts as an active thermal barrier.
While we often focus on the hygienic material of the door, its sheer speed is what protects your temperature-sensitive RTE foods. By minimizing the open-door time to mere seconds, the rapid door prevents warm, moisture-laden air from entering the chilled packaging room. This prevents condensation from forming on walls and equipment—a critical benefit, as condensation droplets can fall into exposed food and cause massive contamination. By maintaining a stable, cold climate, the door ensures maximum shelf life and safety for your ready-to-eat products.
Why Standard Industrial Doors Fail in RTE Packaging Environments
To truly understand the value of a food-grade cleanroom rapid door, it is important to contrast it with generic industrial doors. While standard high-speed doors are great for warehouse logistics, offering features like heavy-duty crash resistance or extreme wind-load ratings, these attributes are virtually useless inside the delicate, controlled environment of an internal packaging room.
In the RTE packaging scene, the priority is not stopping a speeding forklift; the priority is stopping microscopic bacteria.
- Standard doors use bristled weather seals: These brushes trap moisture and become breeding grounds for Salmonella. A food-grade door uses smooth, easily cleanable rubber gaskets.
- Standard doors have complex, open-geared motors: These collect dust and cannot be washed down. A washdown rapid doors for food processing features a fully enclosed, IP69K-rated stainless steel motor housing.
- Standard doors focus on ruggedness over cleanliness: They use galvanized steel which rusts under harsh chemical cleaning. High-care food doors use 304/316L stainless steel.
By shifting the focus from general durability to hyper-specific hygiene, the food-grade rapid door is clearly the only acceptable solution for a high-risk food environment.
Conclusion: Securing Your High-Care Food Processing Zones
The ready-to-eat packaging room is the final frontier in your food processing facility. It is the last place your product is exposed to the air before making its way to the consumer’s table. There is absolutely no room for error, compromise, or slow, unhygienic infrastructure.
By installing a food-grade cleanroom rapid door, you are not just buying a piece of access equipment. You are actively solving the most critical pain points of the food packaging industry: halting cross-contamination, enduring the harshest chemical washdown protocols, locking in positive pressure, and ensuring seamless compliance with FDA and GMP audits.
Don’t let an outdated, standard door be the weak link that causes a devastating product recall. Upgrade your high-hygiene areas with stainless steel rapid doors for high-care zones, and guarantee the absolute safety and integrity of your ready-to-eat food products today.
Frequently Asked Questions About RTE Packaging Room Doors
Q1: Can a food-grade cleanroom rapid door withstand daily high-pressure chemical washdowns?
A: Absolutely. In fact, surviving aggressive sanitation routines is a primary reason facilities upgrade to these specific doors. Standard industrial doors corrode quickly, but washdown rapid doors for food processing feature fully enclosed IP69K-rated motors, 304 or 316L stainless steel structures, and sloped hoods. This highly hygienic design ensures they endure daily exposure to high-pressure hot water and caustic chemical foams without rusting, peeling, or harboring dangerous pathogens like Listeria.
Q2: Why should we install a high-speed door instead of simple PVC strip curtains in our high-care packaging zone?
A: PVC strip curtains are a major source of cross-contamination in RTE facilities because every person, cart, and product must physically drag across the same plastic strips, easily transferring bacteria. A food-grade cleanroom rapid door operates completely touchless via advanced sensors. Moreover, strip curtains constantly leak air and cannot maintain a positive pressure environment. Hygienic high-speed doors for positive pressure rooms seal the opening tightly and instantly, ensuring your filtered, sterile air stays inside the packaging room while keeping raw-zone air out.
Q3: Are the curtain materials used in these doors safe for direct proximity to exposed food?
A: Yes, provided you specify FDA compliant cleanroom roll up doors. The fabrics used in true food-grade doors are made from non-porous, ultra-smooth polyurethane (PU) or specialized PVC that is strictly regulated. These FDA-approved materials contain no toxic plasticizers, will not off-gas, and will not shed micro-plastics into your exposed deli meats or fresh salads. The smooth surface also prevents moisture absorption, completely denying bacteria the environment they need to multiply and ensuring you pass BRCGS and GMP audits with ease.

