
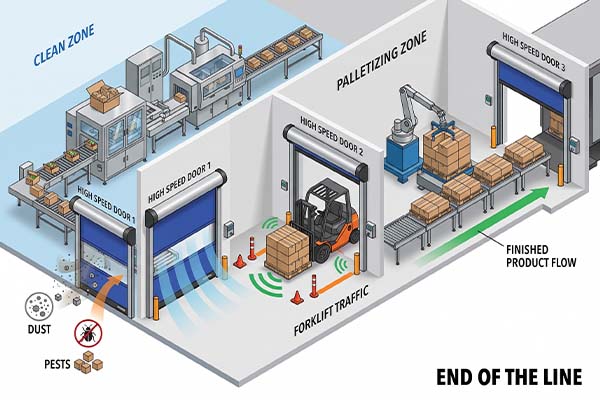
High speed doors are not just traffic equipment in a food factory’s outer packaging area. When they are selected correctly, they help separate packaging zones, reduce carton dust movement, limit pest entry, protect finished goods and keep forklifts, pallet trucks and conveyors moving smoothly.
Food packaging areas are usually located near the end of the production line. Products have already passed through primary packaging, but they still need to be packed into cartons, cases or trays, stacked onto pallets, wrapped, buffered and transferred to storage or shipping. These zones may not always touch exposed food, yet they still influence product protection, logistics efficiency and factory hygiene management. Compared with slow swing doors or manual shutters, high speed doors are better suited to routes where the opening must close immediately after traffic passes.
This guide explains how to choose the right door type for cartoning, case packing, palletizing, finished goods transfer and shipping connections.
Contents
- 1 What Areas Are Included in Food Packaging, Cartoning and Palletizing Zones?
- 2 Why Door Selection Matters in Food Packaging Areas
- 3 Main Pain Points in Outer Packaging Areas
- 4 High Speed Doors for Different Food Packaging Areas
- 5 Door Selection Matrix for Food Packaging Areas
- 6 Mistakes to Avoid When Choosing Doors for Food Packaging Areas
- 7 Practical Checklist Before Buying Food Packaging Area Doors
- 8 FAQ About High Speed Doors for Food Packaging Areas
- 8.1 What are the best doors for food packaging areas?
- 8.2 Are high speed doors useful if the food is already packaged?
- 8.3 Where should rapid roll up doors be used?
- 8.4 When should I use a fast roll up door with self-repairing design?
- 8.5 Are speed roll up doors suitable for cold finished goods areas?
- 8.6 Is a roll up fabric door suitable for palletizing areas?
- 9 Conclusion
What Areas Are Included in Food Packaging, Cartoning and Palletizing Zones?
In a food factory, the outer packaging area is usually part of the end-of-line process. It comes after primary packaging and before finished product storage or shipping. This area may include several different zones, and each zone has different door requirements.
Typical areas include:
| Area | Common Function | Main Door Requirement |
| Primary-to-secondary packaging transfer area | Product moves from inner packaging to outer packaging | Separation, dust control, stable traffic |
| Cartoning area | Products are placed into cartons, sleeves or retail boxes | Clean passage, packaging material control |
| Case packing area | Cartons or packs are loaded into shipping cases | Fast opening, forklift and trolley access |
| Case sealing and labeling area | Cases are sealed, labeled, scanned or checked | Smooth product flow, reduced waiting time |
| Checkweighing and metal detection area | Finished packs are inspected before palletizing | Stable traffic, reduced interference |
| Conveyor transfer area | Products move between packaging equipment | Automation linkage, short opening time |
| Manual palletizing area | Workers stack cases onto pallets | Safe access, visibility, impact resistance |
| Robotic palletizing area | Robots stack cases automatically | Safety separation, interlock control |
| Stretch wrapping area | Pallets are wrapped and stabilized | Forklift access, fast product movement |
| Finished goods buffer area | Pallets wait before entering warehouse or shipping | Dust, pest and humidity control |
| Finished goods warehouse connection | Pallets move to storage | High-frequency forklift traffic |
| Shipping dock connection | Finished goods move toward loading bays | External protection, temperature control, security |
End-of-line packaging operations commonly include cartoning, case packing, palletizing and load stabilization. These processes are designed to improve throughput, protect product quality and support efficient distribution.
Why Door Selection Matters in Food Packaging Areas
Food packaging areas are usually busy, dry, material-heavy and logistics-driven. Compared with cleanrooms or washdown rooms, the biggest risks are not always direct food contact. Instead, the common problems are packaging dust, open passages, forklift movement, pallet traffic and finished product exposure.
The right high speed doors can help solve these problems by reducing the time an opening stays exposed. This matters because food facilities are expected to protect food, food packaging materials and finished products from contamination, allergen cross-contact and unsuitable storage or transportation conditions. FDA 21 CFR Part 117 includes requirements related to protecting food during manufacturing, packaging, storage and transportation.
A door cannot replace a complete food safety system. But a properly selected door can support zoning, traffic control, environmental separation and product protection.
Main Pain Points in Outer Packaging Areas
Carton Dust Can Move Toward Cleaner Zones
Outer packaging uses corrugated cases, sleeves, paper labels and other packaging materials. These materials can create dust, especially around case forming, sealing, cutting, labeling and manual handling points. If the doorway between inner packaging and outer packaging remains open for too long, dust may move toward cleaner areas.
A quick-closing fabric system can help limit unnecessary air exchange. In many dry packaging rooms, a roll up fabric door is suitable because it opens quickly, takes up limited space and supports repeated access. Where carton movement is frequent but impact risk is low, rapid roll up doors can keep the passage efficient without using an oversized industrial system.
Forklift Traffic Can Damage the Wrong Door
Palletizing areas and warehouse connections often handle forklifts, pallet trucks, carts or AGVs. If the door opens slowly, drivers may wait, stop suddenly or try to pass before the opening is fully clear. This increases the chance of impact.
For these routes, the best choice is often a self-repairing fabric structure or a heavy-duty internal traffic door. A fast roll up door is especially useful when the opening needs to recover quickly after light contact.
Open Passages Invite Pests and Dust
Packaging areas are often closer to warehouses or loading docks than processing rooms. Once doors stay open, flying insects, dust, warm air or humid air can enter more easily. This is especially important where finished products wait before storage or shipping.
High speed doors can support pest and dust control by reducing the time an opening stays exposed. They should be combined with good housekeeping, pressure control where needed and clear traffic rules.
Temperature Changes Can Affect Finished Goods
Some finished products require chilled storage, frozen storage or a temperature-controlled transfer route. If the door between the packaging area and finished goods storage stays open, heat exchange may increase. In cold zones, condensation may also become a concern. Insulated speed roll up doors can be considered when the opening is used frequently between different temperature zones.
In these cases, an insulated door is more suitable than a standard light curtain door. The selection should consider product temperature, traffic frequency, humidity and the distance to the cold room or shipping dock.
Slow Doors Can Become a Production Bottleneck
End-of-line packaging is about flow. Cartons, labels, cases, pallets, stretch film, workers and forklifts all need to move at the right time. If a door opens too slowly or stays open too long, it can affect the rhythm of the entire line.
That is why door selection should be based on real traffic data: opening size, traffic type, cycles per hour, forklift route, conveyor speed and whether the door needs automatic signals.
High Speed Doors for Different Food Packaging Areas
Primary-to-Secondary Packaging Transfer
This area connects the cleaner inner packaging process with the outer packaging process. The door should help reduce carton dust transfer and unnecessary personnel movement. In this position, high speed doors should be selected for separation performance rather than appearance alone.
Recommended options include sealed fabric doors, zipper-style traffic doors and light internal rapid roll up doors. A transparent vision window can improve safety where workers, carts and supervisors move in both directions.
Cartoning Area
A cartoning area usually has workers, trolleys, packaging materials and retail cartons. It may not need a very heavy door, but it needs quick access and stable closing.
For this area, rapid roll up doors are often practical. They support frequent use and help avoid leaving passages open during material movement. Choose a smooth curtain, simple side frame and easy-to-clean surface if the area has higher hygiene expectations.
Case Packing Area
Case packing areas handle shipping cases, sealed cartons and sometimes pallet trucks. The door should handle higher movement frequency than a simple personnel door.
A self-repairing fast roll up door can be useful when carts or pallets may touch the curtain. If the opening is between two dry internal areas, a fabric structure is usually enough. If the opening connects to a cold or external area, insulation and stronger sealing should be considered.
Conveyor Transfer Opening
Some packaging lines pass through a wall opening or move between two controlled zones. In this case, the door should not depend only on manual operation.
A sensor-linked or PLC-controlled door can open only when product arrives and close after the product passes. This reduces open time and keeps the line from stopping. It is especially useful around case conveyors, carton transfer lines and automatic accumulation areas.
Manual Palletizing Area
Manual palletizing areas need safety, visibility and easy passage. Workers may move near pallet jacks, carts and stacked cases. The door should not block sight lines or create unnecessary waiting.
A fabric traffic door with a vision window is a practical option. If there is frequent contact from pallet trucks, choose a self-repairing structure rather than a standard curtain system.
Robotic Palletizing Area
Robotic palletizing requires controlled access. The door may need to work with safety signals, machine guarding and maintenance procedures.
A normal passage door may not be enough. For this area, choose a machine protection door or an interlocked automatic door that can communicate with the robot cell. The purpose is to keep access controlled without slowing maintenance or pallet flow.
Stretch Wrapping Area
After pallets are built, they move to wrapping or load stabilization. Forklifts and pallet trucks often pass through this point repeatedly.
This area needs short open time, good visibility and impact tolerance. Speed roll up doors are useful here when pallet movement is frequent and the opening is internal.
Finished Goods Buffer
The finished goods buffer stores completed products before warehouse transfer or loading. Even though products are already packaged, they still need protection from dust, pests, humidity and unnecessary temperature changes.
For dry finished goods, a sealed fabric door is often enough. For chilled or frozen products, insulated door panels or insulated curtains should be considered.
Warehouse Connection
The connection between packaging and warehouse is usually one of the busiest areas in a plant. Forklifts move finished pallets continuously, and the door may open many times per hour.
For internal warehouse routes, a roll up fabric door with self-repairing capability is often more practical than a slow manual door. For external-facing openings, stronger security, wind resistance and insulation may be required.
Shipping Dock Connection
Shipping docks are exposed to outdoor air, trucks, dust, insects, rain, wind and temperature changes. The door also needs to protect the building after production hours.
This is where rigid industrial doors, insulated doors or sectional overhead doors may be better than a light internal traffic door. If the dock is used frequently during production, high speed doors can be combined with dock shelters and loading bay equipment.

Door Selection Matrix for Food Packaging Areas
| Food Packaging Zone | Main Problem | Recommended Door | Why It Works |
| Primary-to-secondary packaging transfer | Carton dust and zone separation | Zipper high speed doors | Reduces open-door time and supports better separation |
| Cartoning area | Frequent worker and cart movement | PVC rapid roll up doors | Fast, light and suitable for repeated access |
| Case packing area | Box movement and forklift traffic | Self-repairing fast roll up door | Helps reduce downtime after accidental impact |
| Conveyor transfer opening | Automation and timing control | PLC-linked roll up fabric door | Opens only when product passes |
| Manual palletizing area | Mixed worker and pallet traffic | Vision-window speed roll up doors | Improves visibility and traffic safety |
| Robotic palletizing cell | Machine access and safety separation | Machine protection door | Supports controlled maintenance access |
| Stretch wrapping area | Pallet movement and dust control | Heavy-duty rapid roll up doors | Handles frequent pallet flow |
| Finished goods buffer | Dust, pests and humidity | Sealed high speed doors | Protects finished products before storage |
| Cold finished goods room | Temperature loss and condensation | Insulated speed roll up doors | Helps reduce heat exchange |
| Warehouse connection | Forklift impact and traffic flow | Self-repairing roll up fabric door | Suitable for high-frequency internal logistics |
| Shipping dock | Outdoor exposure and security | Sectional door or rigid high speed doors | Better for exterior openings |
Mistakes to Avoid When Choosing Doors for Food Packaging Areas
Using One Door Type for Every Packaging Zone
Cartoning, case packing, palletizing, finished goods storage and shipping are different working environments. One door type cannot solve every problem.
Choosing Only by Opening Speed
Speed is important, but impact recovery, sealing, visibility, insulation and automation compatibility may be more important in some areas.
Ignoring the Direction of Material Flow
The best door layout should follow product flow. Finished products, empty cartons, pallets and forklifts should not cross each other unnecessarily.
Forgetting Cleaning and Maintenance Access
Even dry packaging areas need cleaning. The door should not create dust traps or make daily inspection difficult.
Ignoring Future Automation
If the plant may add conveyors, AGVs or robotic palletizing later, it is better to choose a door that can support sensors and signal control.
Practical Checklist Before Buying Food Packaging Area Doors
Before choosing high speed doors for food packaging areas, check these points:
- What is the opening size?
- Is the opening used by workers, carts, forklifts, AGVs or conveyors?
- How many times does the door open per hour?
- Is the area dry, wet, chilled or frozen?
- Does the area connect to a warehouse or shipping dock?
- Is carton dust a concern?
- Is forklift collision common?
- Does the door need a self-repairing function?
- Does the door need insulation?
- Does the door need stainless steel parts?
- Does the door need transparent vision windows?
- Does the door need radar, pull cord, loop detector or photo eye activation?
- Does the door need PLC or conveyor integration?
- What cleaning method is used in the area?
- How much side room and headroom are available?
- Is the opening internal or external?
- Is security required after working hours?
This checklist helps buyers choose between rapid roll up doors, a fast roll up door, speed roll up doors, a roll up fabric door or a heavier industrial door.
FAQ About High Speed Doors for Food Packaging Areas
What are the best doors for food packaging areas?
It depends on the zone. High speed doors are suitable for many packaging routes, but the best version depends on the zone. Cartoning areas usually need light and fast internal doors. Case packing areas may need self-repairing fabric doors. Palletizing and warehouse connections need stronger traffic doors, while cold finished goods areas need insulated options.
Are high speed doors useful if the food is already packaged?
Yes. Finished products still need protection from dust, pests, humidity, temperature changes and poor traffic flow. A properly selected door helps maintain a cleaner and more efficient end-of-line environment.
Where should rapid roll up doors be used?
They are suitable for internal cartoning rooms, packaging material routes, case packing lines and some finished goods transfer points where frequent access is required. Rapid roll up doors should be used where the passage is internal and cycle frequency is high.
When should I use a fast roll up door with self-repairing design?
Use it where pallet trucks, carts or forklifts may hit the curtain. It is especially useful in case packing, palletizing and warehouse connection areas.
Are speed roll up doors suitable for cold finished goods areas?
They can be suitable when insulation is included. For chilled or frozen finished goods, check the door curtain, sealing structure and opening frequency before selection.
Is a roll up fabric door suitable for palletizing areas?
Yes, if it is designed for impact recovery and frequent traffic. For exterior docks or high-security openings, a rigid or sectional industrial door may be better.
Conclusion
Food packaging, cartoning and palletizing areas are not just the final steps before storage and shipping. They are important control points for finished product protection, dust management, pest control, forklift flow and logistics efficiency.
The right door should match the actual working zone. The value of high speed doors is strongest when they are matched to real traffic flow instead of used as a generic product. A cartoning room may need a light internal door. A case packing line may need a self-repairing traffic door. A robotic palletizing cell may need an interlocked machine protection door. A cold finished goods area may need insulation. A shipping dock may need a stronger industrial door system.
When selected according to traffic flow, hygiene needs and production rhythm, high speed doors can help food manufacturers keep the end of the line cleaner, safer and more efficient.

