
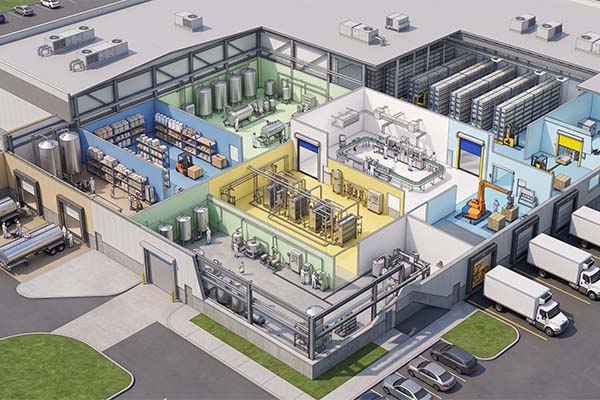
High speed doors in dairy processing plants should not be selected by opening speed alone. Every doorway connects two operating environments, and the correct door must support hygiene zoning, temperature control, cleaning routines and material flow without becoming a new maintenance problem.
A raw milk receiving area faces outdoor dust, rain and tanker traffic. A pasteurized-product corridor requires stronger separation from raw-side activities. A yogurt filling room may need controlled access for personnel and packaging materials. A cold room must reduce warm-air infiltration, while a palletizing area needs a door that can recover quickly after an accidental forklift impact.
This guide explains how to select industrial doors for the main areas of a dairy processing plant. It covers PVC high speed doors, zipper doors, insulated fast doors, rigid spiral doors, sectional overhead doors and security shutters. The recommendations are mainly intended for liquid milk, yogurt, cultured dairy products, UHT milk and general dairy logistics facilities. Cheese, butter, cream and frozen-dairy plants can use the same zoning principles, but their temperature, humidity and process requirements should be evaluated separately.
Contents
- 1 Why High Speed Doors Need Zone-Based Selection in Dairy Plants
- 2 Quick Industrial Door Selection Table
- 3 1. Raw Milk Receiving and Tanker Access
- 4 2. Ingredient, Milk Powder and Packaging Material Storage
- 5 3. Raw-Side Preparation, Separation and Standardization Areas
- 6 4. Pasteurization and UHT Processing Boundaries
- 7 5. Yogurt, Fermented Milk and Cultured-Product Areas
- 8 6. High-Care Filling and Primary Packaging Rooms
- 9 7. Crate Washing, Bottle Washing and Returnable-Container Areas
- 10 8. CIP Rooms, Chemical Storage and Wet Utility Areas
- 11 9. Secondary Packaging, Cartoning and Palletizing
- 12 10. Chilled Rooms and Dairy Cold Storage
- 13 11. Finished-Goods Warehouses
- 14 12. Loading Docks and Dispatch Areas
- 15 13. Waste, Returned Product and Maintenance Routes
- 16 How to Choose the Right High Speed Doors for a Dairy Plant
- 16.1 1. What happens on each side of the doorway?
- 16.2 2. What are the temperature and humidity conditions?
- 16.3 3. Is there a defined pressure difference?
- 16.4 4. How frequently does the door operate?
- 16.5 5. What passes through the doorway?
- 16.6 6. How likely is an impact?
- 16.7 7. How is the area cleaned?
- 16.8 8. Which cleaning chemicals are used?
- 16.9 9. Is the opening exposed to outdoor weather?
- 16.10 10. Does the door need to communicate with other equipment?
- 17 Common Door-Selection Mistakes in Dairy Plants
- 17.1 Using the same rapid door throughout the factory
- 17.2 Selecting only by opening speed
- 17.3 Calling every sealed door airtight
- 17.4 Ignoring traffic direction
- 17.5 Using a security shutter as a hygienic partition
- 17.6 Assuming all dairy products use the same cold chain
- 17.7 Ignoring the floor below the door
- 18 Frequently Asked Questions
- 18.1 What is the best door for a dairy processing plant?
- 18.2 Are PVC high speed doors suitable for milk processing areas?
- 18.3 Which door is suitable for a dairy filling room?
- 18.4 When should a dairy plant use insulated high speed doors?
- 18.5 What type of door is suitable for forklift traffic?
- 18.6 Can high speed doors maintain positive pressure?
- 18.7 Can the same door be used in raw and pasteurized-product areas?
- 18.8 What is the best loading-dock configuration for refrigerated dairy products?
- 19 Conclusion
Why High Speed Doors Need Zone-Based Selection in Dairy Plants
Dairy processing brings raw agricultural materials, heat treatment, wet cleaning, packaging and temperature-controlled storage together in one facility. The contamination, temperature and traffic risks are not the same at every stage.
Codex guidance for milk and milk products recommends forward product flow from raw-material receipt toward finished-product packaging. It also calls for evaluation of air, water, effluent and personnel movement, along with adequate separation between areas that have different contamination risks. Physical and mechanical barriers may form part of this separation strategy.
US food-manufacturing requirements similarly state that plants should be designed to support sanitary operations and reduce contamination or allergen cross-contact. Effective separation may involve partitions, location, airflow systems and other suitable controls.
An industrial door is therefore a moving boundary within the dairy plant. When it remains open too long, activates for unnecessary traffic or fails to close after an impact, the separation between two areas becomes weaker.
The door does not replace hygienic plant design, HVAC, sanitation, pasteurization or process controls. Its role is to support these systems by controlling movement through the opening.
Quick Industrial Door Selection Table
| Dairy plant area | Main operating risks | Recommended door approach |
| Raw milk receiving | Outdoor exposure, tanker movement, pests and weather | High speed spiral door or industrial sectional door |
| Ingredient and packaging storage | Dust, forklift traffic and packaging protection | PVC high speed door or zipper high speed door |
| Raw-side processing | Wet cleaning, humidity and mixed traffic | Washdown-suitable PVC high speed door |
| Pasteurized-product corridor | Cross-zone movement and post-process contamination | Hygienic zipper high speed door |
| Yogurt and cultured-product area | Temperature stability and controlled material movement | PVC or insulated high speed doors |
| Filling and primary packaging | High-care separation and controlled access | Hygienic high speed roll up doors, with optional interlocking |
| Crate and container washing | Water, chemicals and dirty-to-clean movement | Corrosion-resistant self repairing high speed door |
| Chilled storage | Temperature loss, condensation and frequent operation | Insulated high speed roll up door |
| Secondary packaging and palletizing | Forklift impacts and line congestion | Self repairing high speed door |
| Finished-goods dispatch | Weather, security and gaps around vehicles | Industrial sectional door, dock shelter and internal fast door |
1. Raw Milk Receiving and Tanker Access
Raw milk reception is usually one of the clearest boundaries between the external environment and the processing facility. Tankers, hoses, drivers and sampling operations create very different risks from those found on the pasteurized-product side of the plant.
The first question is whether the opening is:
- a large exterior vehicle entrance;
- a low-frequency building closure;
- an internal equipment passage;
- or a personnel connection between the receiving area and the rest of the plant.
For an exterior entrance that opens frequently for milk tankers, a high speed spiral door can reduce the amount of time the doorway is exposed to rain, wind, insects and outdoor dust. Its rigid panel construction is generally more suitable than a flexible fabric curtain when the opening faces stronger wind pressure or requires greater physical security.
Where the opening operates less frequently, an industrial sectional door may be more practical. It provides a solid building closure and can use insulated panels when the receiving building is temperature controlled.
A sectional overhead door is normally better suited to exterior closure than to an internal doorway that cycles continuously throughout the production shift.
A PVC high speed door can be installed as a secondary internal barrier behind the exterior door when the tanker area connects to a cleaner processing corridor. The two doors should not be positioned so closely that one tanker or forklift holds both openings open simultaneously.
Door selection for raw milk receiving should consider:
- tanker and vehicle height;
- turning and reversing paths;
- wind exposure at the façade;
- milk-transfer hose routes;
- sampling procedures;
- threshold drainage;
- pest-control strategy;
- direct washdown exposure;
- emergency access and egress.
The door must not interfere with milk-transfer hoses, sanitary sampling or tanker safety. It should also never be presented as a replacement for hygienic hose handling, closed product-transfer systems or receiving inspections.
2. Ingredient, Milk Powder and Packaging Material Storage
Dairy factories may store milk powder, sugar, stabilizers, starter cultures, fruit preparations, cups, lids, bottles, cartons and other materials in separate warehouse rooms.
The industrial door needs to protect these materials while allowing pallets to move efficiently into production.
A PVC high speed door is suitable where the primary requirement is to shorten opening time between a dry warehouse and an internal production corridor. Its exposed surfaces should be smooth and easy to clean, while the frame should avoid unnecessary ledges where dust can collect.
Where forklift contact is likely, a zipper high speed door is usually more appropriate. If the curtain is accidentally displaced from the side guides, the self-repairing system can reinsert it during the next operating cycle.
The value of a self repairing high speed door in this area is not simply fast movement. It helps maintain material flow.
A dairy packaging line may consume large quantities of cups, lids, bottles and cartons. If a minor forklift collision damages a conventional door and blocks the passage, the effect can spread to the filling and packaging lines.
Door activation should also match the route. A radar sensor that is too sensitive may open the door whenever employees walk past it, increasing cycle count and allowing unnecessary air exchange.
Depending on the traffic pattern, the opening command may instead use:
- vehicle induction loops;
- pull cords;
- remote controls;
- RFID identification;
- directional radar;
- or communication with AGV and warehouse systems.
For allergens or product-specific ingredients, the door remains only one part of the separation plan. Closed containers, labeling, storage location, cleaning procedures and controlled traffic must remain the main safeguards.
3. Raw-Side Preparation, Separation and Standardization Areas
Raw milk may pass through clarification, separation, standardization, homogenization and intermediate storage before or around heat treatment.
Most product movement takes place inside enclosed pipes and tanks. The industrial door mainly controls movement of employees, maintenance tools, carts and mobile equipment between rooms.
These areas are frequently humid and may be exposed to wet cleaning. Selection should therefore begin with sanitation conditions rather than appearance.
A washdown-suitable PVC high speed door can be used between raw-side production rooms and general service corridors. Important details include:
- corrosion resistance of the frame and fasteners;
- electrical enclosure protection;
- safe cable routing;
- guide designs that do not retain water;
- compatibility between seals and cleaning chemicals;
- threshold drainage;
- and access for routine cleaning.
Specifying a stainless-steel frame alone does not guarantee that the complete door is suitable for a dairy washdown environment.
The stainless grade, surface finish, weld quality, fasteners, control enclosure, cable connections, bottom edge and cleaning chemicals all influence long-term performance.
A zipper high speed door may be appropriate where maintenance carts or pallet trucks pass through frequently. However, the self-repairing guide should still be checked for cleanability.
A door that recovers from impacts but traps milk residue or cleaning water around the guides may create a different maintenance problem.
4. Pasteurization and UHT Processing Boundaries
Pasteurization and UHT treatment are critical dairy-processing steps, but the industrial door is not part of the heat-treatment control itself.
The door helps manage traffic and environmental movement between raw-side and treated-product areas.
Codex identifies pasteurization as a microbiocidal control measure and notes that product safety and suitability depend not only on the effectiveness of processing, but also on controlling contamination and microbial growth after processing.
A hygienic PVC high speed door or zipper high speed door can be used at controlled passages leading toward the pasteurized side.
The correct arrangement depends on how the plant manages employees, equipment and maintenance access:
- Employees may pass through a hygiene transition before entry.
- Maintenance tools may require controlled transfer procedures.
- Raw-side and pasteurized-side equipment should not routinely share the same route.
- A material or personnel airlock may use two interlocked doors.
- Opening controls should reduce unnecessary contact with shared surfaces.
The purpose of the door is to support forward movement through the plant. It should not encourage employees, waste, raw materials and finished products to travel in both directions through the same opening.
Fast closing can reduce the duration of an open passage, but it cannot correct a poorly designed traffic route.
5. Yogurt, Fermented Milk and Cultured-Product Areas
Fermented dairy production introduces additional considerations, including starter cultures, incubation conditions, fruit additions, cooling and transfers between warm and chilled rooms.
Between a general processing corridor and a fermentation room, high speed doors can reduce unnecessary air movement while allowing trolleys and ingredients to move efficiently.
A standard fabric door may be sufficient where:
- the temperatures on both sides are similar;
- the opening is internal;
- pressure differences are small;
- and collision risk is limited.
Insulated high speed doors become more relevant when there is a meaningful temperature difference, such as between a warmer processing room and a chilled post-fermentation area.
The choice should be based on:
- temperature difference;
- relative humidity;
- opening dimensions;
- daily operating cycles;
- door-open time;
- and condensation risk.
The door should not be upgraded to an insulated model simply because the factory produces yogurt. A standard door may remain sufficient where both areas operate under similar conditions.
When fruit, flavors or other inclusions are added after a primary heat-treatment step, the doorway should support controlled ingredient transfer.
The door does not control the microbiological condition of the fruit or flavor preparation, but it can prevent unrestricted movement between general storage and a higher-care addition or filling area.

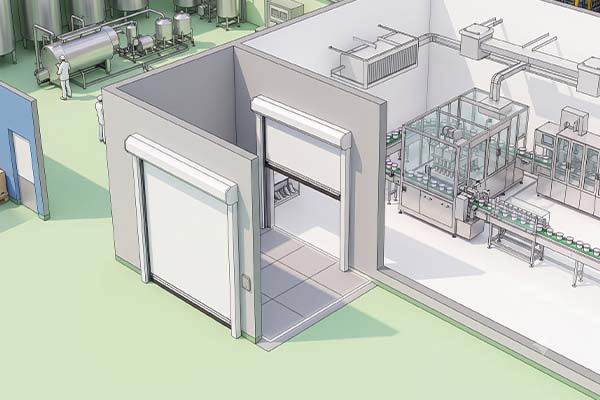
6. High-Care Filling and Primary Packaging Rooms
Filling is one of the most sensitive door-selection points in a dairy plant. Treated product, open packaging components and the surrounding production environment come closer together at this stage.
Different dairy filling processes should not automatically be treated as identical.
Pasteurized milk filling, yogurt cup filling, extended-shelf-life filling and aseptic UHT filling can have different environmental controls. Codex notes that UHT treatment combined with aseptic packaging can produce a commercially sterile product, while refrigerated pasteurized products depend on a different combination of processing, packaging and cold-chain control.
For an entrance to a high-care filling room, high speed roll up doors should support the plant’s established zoning concept through:
- short opening and closing times;
- smooth, cleanable surfaces;
- controlled access;
- limited unnecessary activation;
- appropriate perimeter seals;
- reliable closing after frequent operation;
- and optional door interlocking.
A hygienic zipper high speed door can be useful at forklift or packaging-material transfer passages because it combines frequent operation with impact recovery.
Personnel-only entrances should ideally use a smaller dedicated passage rather than opening a large logistics door every time an employee enters or leaves.
Where a room uses positive pressure, the door should be selected according to actual pressure data.
A standard fabric curtain should not automatically be described as completely airtight. Air leakage can be affected by:
- side-guide construction;
- the head section;
- bottom sealing;
- floor flatness;
- installation gaps;
- and the pressure difference across the opening.
The HVAC system creates and controls the room pressure. The door influences how quickly that pressure is disturbed and how easily the room recovers after an opening cycle.
For aseptic filling, installing high speed roll up doors does not make the room aseptic.
Aseptic performance depends on the complete system, including:
- product treatment;
- packaging sterilization;
- filling equipment;
- air treatment;
- sanitation procedures;
- employee practices;
- and environmental monitoring.
The industrial door is a supporting boundary device rather than the primary aseptic control.
7. Crate Washing, Bottle Washing and Returnable-Container Areas
Reusable crates, milk containers and returnable packaging may move from a dirty return area through washing and then toward a clean release area.
The door layout should support one-way movement. It should not create a shortcut that allows unwashed containers to cross into the clean side.
These areas may expose the door to:
- water;
- detergents;
- steam;
- splashing;
- dirty containers;
- carts;
- and frequent impacts.
A self repairing high speed door can suit trolley and forklift routes because it reduces downtime after accidental contact. However, impact recovery alone is not enough.
The specification should also address:
- chemical compatibility;
- corrosion-resistant hardware;
- drainage at the doorway;
- control-box positioning;
- sensor performance in steam or water spray;
- and cleaning access around the guides.
Dirty-side entry and clean-side exit should be treated as separate risk points.
Using one large opening for traffic in both directions may undermine the intended dirty-to-clean process flow, even when the opening has a rapid door.
8. CIP Rooms, Chemical Storage and Wet Utility Areas
Clean-in-place systems are an important part of dairy sanitation, but CIP rooms and chemical-storage areas have different requirements from product filling rooms.
The primary door concerns are:
- chemical exposure;
- humidity;
- safe employee access;
- corrosion;
- and separation from production traffic.
A PVC high speed door can serve a frequently accessed utility room when the curtain, seals, frame and electrical components are compatible with the chemicals used at the site.
Universal chemical-resistance claims should be avoided.
Caustic solutions, acids, oxidizing agents and sanitizers can affect polymers, coatings, seals and metals differently. Before confirming materials, the door supplier should review:
- chemical type;
- concentration;
- temperature;
- contact time;
- application method;
- and cleaning frequency.
Where the utility room is accessed only occasionally, a conventional hinged or sliding industrial door may be more sensible than a rapid door.
Using the highest-specification product for every opening is not effective engineering. The selected door should match the operating frequency and environmental risk.
9. Secondary Packaging, Cartoning and Palletizing
After the primary packaging is closed, products may move from a high-care production zone into a lower-risk logistics area.
At this point, the main door problem often changes from high-care separation to traffic efficiency and collision recovery.
Secondary packaging and palletizing areas may have:
- continuous pallet movement;
- forklifts crossing between lines;
- AGVs approaching automatically;
- packaging-line accumulation;
- stretch film and carton debris;
- and frequent door cycles.
A zipper high speed door or self repairing high speed door is usually the stronger option for busy forklift routes.
If a forklift displaces the curtain, the door can recover during its operating cycle instead of requiring immediate manual repair. This can prevent a small collision from blocking the route and disrupting the packaging line.
For AGV routes, the door should communicate with the traffic-control system.
The following operating logic should be defined during the project:
- when the opening command is sent;
- how long the door remains open;
- how safety sensors react;
- what happens if the door does not fully open;
- and how the AGV responds to a fault.
The goal is to prevent the AGV from waiting at a closed opening without leaving the door open between vehicles.
A standard PVC high speed door may remain appropriate for lower-impact conveyor, trolley or pedestrian routes. The choice should reflect actual collision probability rather than cycle count alone.
10. Chilled Rooms and Dairy Cold Storage
Fresh milk, yogurt, cream and many other dairy products require refrigerated storage.
At a high-frequency cold-room entrance, the primary problem is not only heat transfer through the closed door. Repeated openings allow warm, humid air to enter the cold space, which can contribute to temperature fluctuations, condensation and icing.
Insulated high speed doors combine rapid operation with an insulated curtain or panel construction. They should be considered where:
- the temperature difference is significant;
- the opening operates frequently;
- warm and humid air enters the cold side;
- condensation affects floors or products;
- and forklifts cannot wait for a slow door.
An insulated high speed roll up door may perform better than a slow conventional cold-room door on a busy route because reducing open time can be as important as the insulation value when the door is closed.
However, not every dairy warehouse requires refrigeration.
UHT products combined with an appropriate validated aseptic packaging process may be commercially sterile and stored under normal non-refrigerated conditions.
For a low-frequency exterior cold-store opening, an insulated industrial sectional door may provide a better combination of building closure, security and insulation.
For busy internal cold-room routes, insulated rapid doors should be considered together with:
- vestibules;
- humidity control;
- air-management systems;
- threshold drainage;
- and floor-heating or anti-icing measures where required.

11. Finished-Goods Warehouses
Finished-product warehouses may be refrigerated, frozen or ambient depending on the dairy product.
At an ambient UHT warehouse, a PVC high speed door can separate internal logistics zones. A high speed spiral door can serve an exterior vehicle entrance that requires frequent operation and stronger security.
An aluminum roller shutter may provide compact night-time closure for a low-frequency exterior opening.
However, a roller shutter is generally not the preferred primary door for a high-care internal boundary. Its slatted construction, cleaning characteristics and intended operating function differ from those of hygienic high speed doors.
For chilled finished goods, door selection should account for both closed-door insulation and the total amount of time the doorway remains open.
Where forklifts move continuously between cold storage and dispatch, an insulated fast door will usually manage operational traffic more effectively than a slow exterior door alone.
12. Loading Docks and Dispatch Areas
Dairy loading docks must manage vehicle access, weather exposure, temperature loss, pests and differences between truck-bed and warehouse-floor heights.
At a refrigerated dispatch dock, the most effective arrangement is often a combination of several products:
- An insulated industrial sectional door closes the building opening.
- A dock shelter or dock seal reduces the gap around the vehicle.
- A dock leveler bridges the height difference between the dock and truck.
- An internal rapid door limits air exchange while the bay is active.
The exterior door and internal fast door perform different jobs.
The sectional overhead door provides:
- building closure;
- weather protection;
- security;
- and insulation.
The internal rapid door controls frequent operational access.
Attempting to use one door for every function can create compromises in opening speed, sealing, impact tolerance, insulation or maintenance.
At ambient dispatch areas, the same arrangement may be simplified according to local weather, traffic and security conditions.
13. Waste, Returned Product and Maintenance Routes
Waste, damaged packaging, returned dairy products and maintenance equipment should not move through the same routes used for clean packaging and finished products whenever the facility layout can avoid it.
A PVC high speed door can separate a waste corridor from production. A zipper high speed door is useful when bins and pallet trucks create frequent impact risk.
For an exterior waste exit, a rigid door may be needed for weather resistance and security.
The most important issue remains route design.
A fast door cannot correct a plant layout in which waste containers repeatedly cross the entrance to a high-care filling room. Where crossing cannot be eliminated, the facility should establish traffic timing, access control, cleaning and physical separation procedures.
How to Choose the Right High Speed Doors for a Dairy Plant
Before selecting any industrial door, collect the operating information for the individual opening.
1. What happens on each side of the doorway?
Identify whether each side is:
- raw-material receiving;
- raw-side processing;
- pasteurized-product processing;
- high-care production;
- packaging;
- cold storage;
- warehouse;
- or outdoors.
2. What are the temperature and humidity conditions?
Record the actual conditions on both sides. Do not select an insulated door simply because one room is described as “cold.”
3. Is there a defined pressure difference?
Where pressure is controlled, provide the normal and maximum differential pressure rather than using general descriptions such as “positive pressure.”
4. How frequently does the door operate?
Record cycles per hour, cycles per shift and expected hold-open time.
5. What passes through the doorway?
The door size, activation and safety system will differ for:
- employees;
- hand carts;
- pallet trucks;
- forklifts;
- AGVs;
- pallets;
- and milk tankers.
6. How likely is an impact?
A self-repairing curtain may be valuable on a busy forklift route but unnecessary at a controlled personnel entrance.
7. How is the area cleaned?
Confirm whether the door is:
- wiped manually;
- exposed to low-pressure rinsing;
- exposed to foam cleaning;
- or located in a direct high-pressure wash area.
8. Which cleaning chemicals are used?
Provide the chemical type, concentration, temperature and contact method.
9. Is the opening exposed to outdoor weather?
Wind, rain, dust, direct sunlight and temperature extremes can change the required construction.
10. Does the door need to communicate with other equipment?
Possible connections include:
- AGV systems;
- conveyors;
- access-control systems;
- traffic lights;
- airlocks;
- fire alarms;
- and building-management systems.
These questions normally produce a more reliable specification than selecting a door from a product brochure.
Common Door-Selection Mistakes in Dairy Plants
Using the same rapid door throughout the factory
A standard fabric curtain may work well in a packaging corridor but perform poorly at a windy exterior entrance or cold-storage boundary.
Selecting only by opening speed
A very fast door that cannot tolerate washdown, corrosion or forklift impacts may create more downtime than a slightly slower but more suitable product.
Calling every sealed door airtight
Sealing performance should be defined under actual conditions. Floor unevenness, installation gaps and pressure differences can significantly affect air leakage.
Ignoring traffic direction
A high-quality door cannot protect a high-care area when dirty containers, maintenance equipment and clean packaging all use the same uncontrolled route.
Using a security shutter as a hygienic partition
An aluminum roller shutter can be useful for security and exterior closure, but it should not automatically be used as an internal hygienic door.
Assuming all dairy products use the same cold chain
Fresh pasteurized milk, yogurt, cheese, frozen products and UHT milk have different storage requirements. The door should follow the product and validated production process.
Ignoring the floor below the door
Even a well-sealed curtain cannot close properly against a damaged, sloped or uneven floor. Drainage channels and thresholds should be coordinated with the door design.
Frequently Asked Questions
What is the best door for a dairy processing plant?
There is no single best door for the entire factory. High speed doors suit frequent internal routes, insulated fast doors suit busy temperature-controlled passages, sectional overhead doors suit exterior and loading-dock openings, and self-repairing zipper doors suit collision-prone logistics routes.
Are PVC high speed doors suitable for milk processing areas?
Yes, when the curtain, frame, fasteners, electrical protection and guide construction match the sanitation environment. A standard dry-warehouse configuration should not automatically be installed in a wet processing room.
Which door is suitable for a dairy filling room?
A hygienic PVC high speed door or zipper high speed door may be suitable depending on traffic, pressure, cleaning and impact requirements. Where two doors form a controlled airlock, an interlocking system may be required.
The door supports the filling-room boundary but does not independently create aseptic conditions.
When should a dairy plant use insulated high speed doors?
They are most useful at frequently operated openings with a meaningful temperature difference, especially where warm, humid air causes condensation or icing on the cold side.
What type of door is suitable for forklift traffic?
A self repairing high speed door is normally preferred where minor impacts are likely. Safety sensors, activation controls and visibility still need to match the vehicle route.
Can high speed doors maintain positive pressure?
They can shorten the amount of time the opening remains exposed, helping the HVAC system recover more quickly. They do not generate pressure, and their leakage performance must be evaluated against the actual pressure difference.
Can the same door be used in raw and pasteurized-product areas?
The same basic door type may sometimes be used, but materials, cleaning design, traffic control and sealing requirements may differ. The plant should not allow the doorway to create uncontrolled two-way movement between raw and treated-product zones.
What is the best loading-dock configuration for refrigerated dairy products?
A common configuration combines an insulated sectional overhead door, dock shelter or seal, dock leveler and internal rapid door. The final system depends on vehicle dimensions, temperature, loading frequency and building design.
Conclusion
High speed doors for dairy processing plants should be selected as part of the factory’s hygiene, temperature and traffic strategy—not as isolated pieces of equipment.
Use PVC high speed doors for frequent general internal separation, zipper doors for impact-prone material routes, hygienic high speed roll up doors for controlled access near filling areas, insulated fast doors for busy cold-room boundaries, rigid spiral doors for demanding exterior entrances and sectional overhead doors for loading docks and low-frequency building closure.
The final specification should be based on the real conditions at each doorway:
- hygiene zone;
- temperature;
- humidity;
- pressure;
- washdown method;
- cleaning chemicals;
- traffic frequency;
- wind exposure;
- and collision risk.
A door that matches these conditions will do more than open and close. It will help the dairy plant maintain controlled movement, stable temperatures and reliable production.For an accurate zone-by-zone recommendation, provide the plant layout, doorway dimensions, temperatures, traffic type, cycle frequency and cleaning method. These details make it possible to select the right door for every opening instead of applying one solution throughout the dairy facility.

